انتقال مواد (material handeling)–در این قسمت به چگونگی انتقال مواد در کارخانه احیاء بروش پرد. و همچنین چگونگی توزیع بار کوره مورد بررسی قرار می گیرد.
انتقال مواد (material handeling)

این بخش به چهار قسمت عمده تقسیم می شود:
1- محل بارگیری و تخلیه (Loading & Unloading)
2-انتقال اکسید های آهن (گندله) به کوره (Oxide Material)
3-توزیع بار در کوره
4-حمل و نقل محصول (آهنی اسفنجی) (Product Material)
در این بخش ها به کلیاتی در زمینه انتقال مواد و توزیع بار کوره. و همچنین شرح سیستم ها و دستگاه ها مرتبط بررسی می شود. که در همه کارخانه های پرد مشترک می باشد.
بارگیری و تخلیه
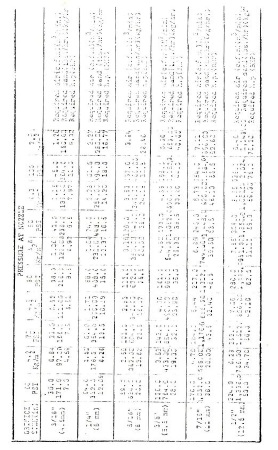
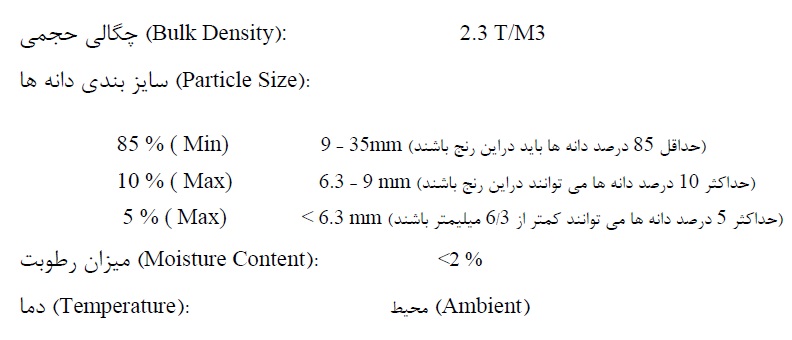
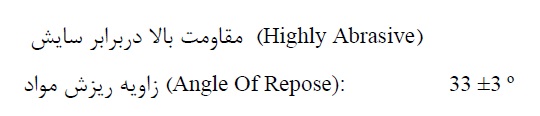
اکسید آهنی که بصورت گندله از واحد گندله سازی و کارخانه احیاء پرد ارسال می شود. باید دارای مشخصات مناسب با اهداف پروسس باشد تا محصولی مناسب و منطبق با پروژه بدست آید.
گندله مصرفی باید دارای ویژگی های زیر باشد:
انتقال مواد (material handeling)
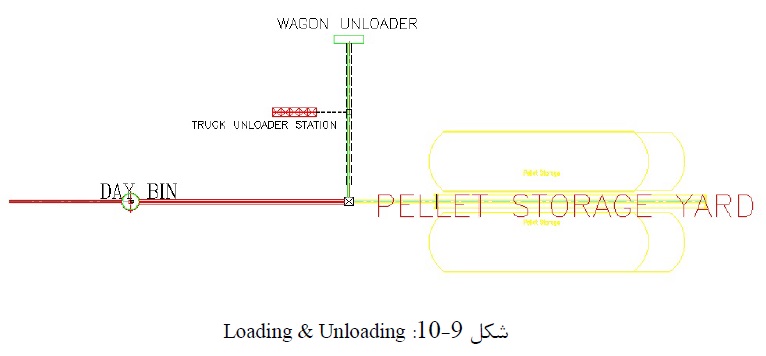
انتقال گندله از کارخانه سازنده به کارخانه احیاء، بوسیله کامیون ها، تریلرها و یا از طریق خطوط ریلی و واگن ها امکان پذیر است.
بار ارسالی از کارخانه گندله سازی به محل تخلیه بار (Unloading Station) در کارخانه احیاء می رود و بار در محل تخلیه می گردد.
کامیون ها و تریلرهایی که برای تخلیه بار دارای سیستم هیدرولیکی می باشند. با خود را به وسیله جک به داخل سیلوهای تعبیه میشود و در محل تخلیه بار (Truck Discharge Bin)، می ریزند.
آن دسته از کامیون ها و تریلرهایی که دارای سیستم تخلیه نمی باشند. بارشان توسط تجهیزی به نام Truck Tipper به درون سیلوها تخلیه می شوند.
دستگاه Truck Tipper شامل یک Plat Form فولادی بوده که در یک انتها بصورت لولایی به زمین متصل گردیده است. و با فشار دو جک در قسمت میانی آن زاویه 35 درجه. نسبت به سطح زمین پیدا می کند تا بتواند بار تریلی را تخلیه نماید.
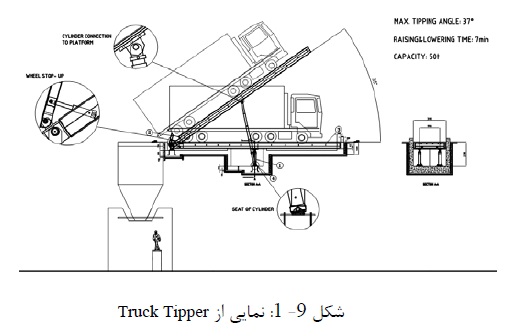


همانطور که در شکل نیز مشخص است سیلوهای تخلیه در مکانی پایین تر از کامیون ها قرار می گیرند. تا به راحتی درون آنها تخلیه گردد.
در زمان تخلیه بار میزان قابل توجهی گرد و غبار به هوا بلند می شود. که برای ممانعت از این امر، مقداری آب درون سیلوها همزمان با تخلیه باز پاشیده می شود.
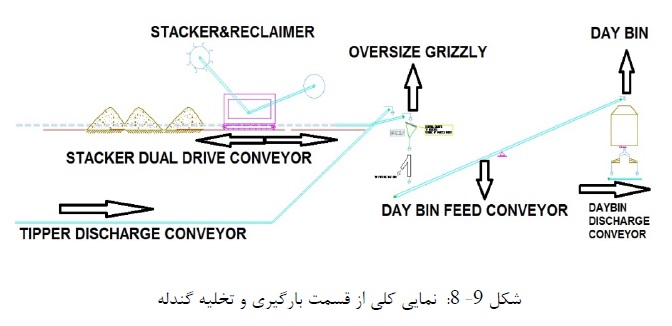
گندله ها از پایین سیلوها توسط تغذیه کننده ها (Truck Discharge Feeder9 بر روی کانوایر تخلیه مواد (Tipper Discharge Conveyor) می ریزند. کنترل ریزش مواد به درون تغذیه کننده ها توسط دریچه های دستی (Truck Discharge Manual Gate) کنترل می شوند.
کانوایرها مواد را جهت ذخیره به واحد انباشت و برداشت (Stacker & Reclaimer) و یا مخزن ذخیره روزانه (Day Bin9 منتقل می کنند.
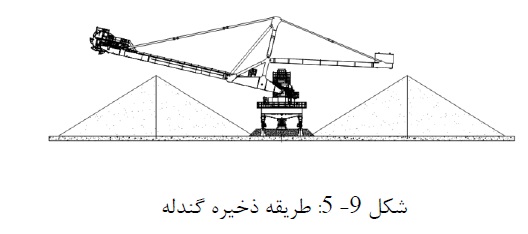
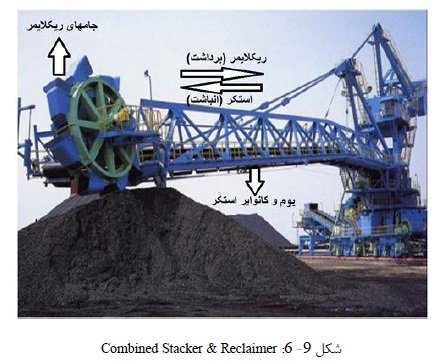
گندله ها توسط استکر که دارای یک کانوایر بر روی بازوی خود می باشد. در کپه های موازی (Piles) و در ابعاد مشخص انباشته می شوند.
برداشت گندله ها از محل انباشت توسط دستگاه ریکلایمر انجام می گیرد. این کار را توسط پاکت هایی که بر روی درام انتهایی خود دارد (Bucket Wheel) انجام می دهد. این دستگاه با استکر در یک ترکیب می باشند. به این صورت که در زمانی که بار مازاد باشد توسط کانوایر ها برای ذخیره به محل انباشت ارسال می شوند. در زمان انباشت ریکلایمر غیر فعال بوده و بار توسط بازوی استکر در محل تخلیه می شود. در زمانی که نیاز است از محل انباشت گندله برای احیاء ارسال شود. جهت حرکت کانوایر بازوی استکر برعکس میشود. و بار توسط پاکت های ریکلایمر بر روی کانوایر ریخته شده. و به سمت سیلوی تغذیه روزانه کوره (Day Bin) ارسال می شود.
در شکل های 9-5 و 9-6 طریقه انباشت و برداشت گندله نمایان و مشخص است.
انتقال مواد (material handeling)
همانطور که ذکر شد گندله هایی که برای احیاء به کوره ارسال می شوند. در دی بین که سیلوی ذخیره روزانه می باشد. ذخیره می گردند. قبل از فرستادن به دی بین برای جدا کردن گندله هایی که خیلی بزرگتر از سایز مورد نیاز می باشند. و همچنین بر طرف نمودن سنگها و آشغال هایی که در طول مسیر وارد بار شده اند. گندله ها را درون یک سرند درشت دانه (Oversize Grizzly) ریخته و مواد درشت از خط انتقال به بیرون ریخته می شوند. و بقیه گندله ها از زیر سرند بر روی کانوایر ریخته و به دی بین انتقال داده می شوند.
انتقال مواد (material handeling)
در بین یک مخزن فولادی بزرگ است که گندله ها از قسمت بالا وارد آن می شوند. این مخزن جهت شارژ روزانه کوره می باشد. برای جلوگیری از خرد شدن مواد در هنگام ریزش درون دی بین از تجهیزی بنام راک لدر (Rock Ladder) استفاده می شود. این تجهیز با ساختمان پله ای که دارد. جلوی سقوط آزاد مواد درون دی بین را می گیرد و از خرد شدن مواد جلوگیری می کند.
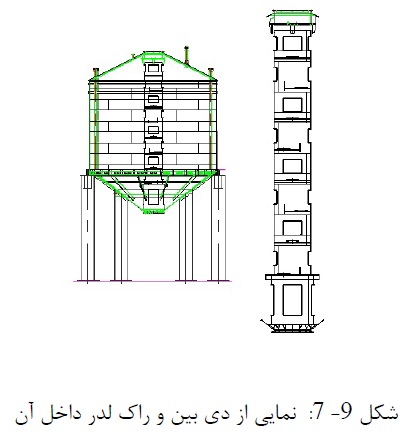
مواد از پایین دی بین توسط دو تغذیه کننده (Daybin Discharge Feeders). بر روی نوار نقاله می ریزند که ریزش مواد توسط یک دریچه دستی (Day Bin Discharge Slide Gate) تنظیم می شود.
در شکل 9-8 نمایی کلی از قسمت بارگیری و تخلیه گندله در کارخانه احیاء نمایان و مشخص است.
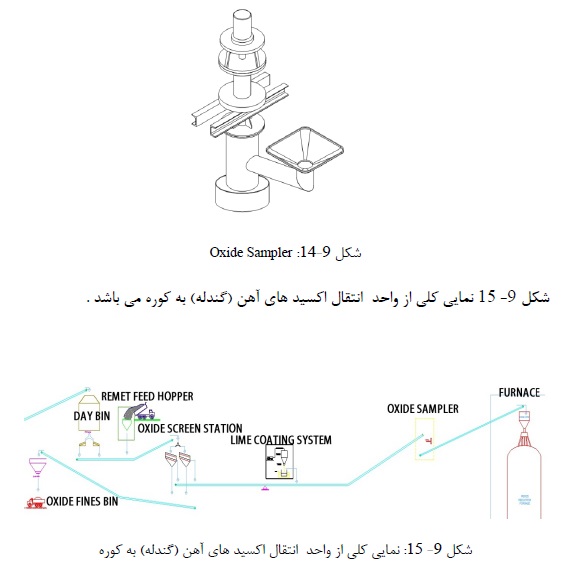
انتقال اکسیدهای آهن (گندله) به کوره (Oxide Material)
این واحد از سیستم انتقال مواد دارای 4 قسمت اصلی به شرح زیر می باشد.
Remet Feed .I
Oxide Screen .II
Lime Coating System .III
Oxide Sampler .IV
در ادامه به توصیف مختصری در مورد این واحدها می پردازیم.
Remet Feed
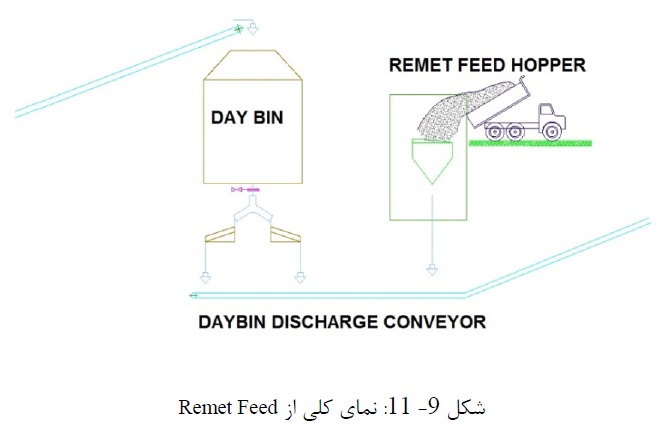
این واحد بعد از دی بین قرار دارد. در زمان راه اندازی کارخانه، چون درجه احیاء محصول به میزان مورد نظر نمی رسد. لازم است که محصول خروجی از کوره دوباره برای انجام عملیات احیاء به مسیر شارژ باز گردد. بار بازگشتی از کوره در این محل تخلیه می گردد. این عمل (تخلیه کوره و بازگشت مواد به خط شارژ) تا زمانی انجام می شود که محصول به درجه مناسبی از احیاء برسد.
در مواقعی که دی بین به دلایلی مثل خراب بودن تغذیه کننده های زیر آن، توانایی شارژ خط را ندارد. تا زمان رفع عیب، از این واحد جهت شارژ اضطراری نیز استفاده می شود.
این واحد دارای یک قیف تغذیه کننده (Remet Feed Hopper) می باشد. که گندله توسط کامیون درون آن ریخته می شود. گندله ها توسط ناودانی از پایین قیف روی نوار نقاله می ریزند. ریزش مواد توسط یک دریچه واقع در زیر قیف کنترل می شود.
Oxide Screen
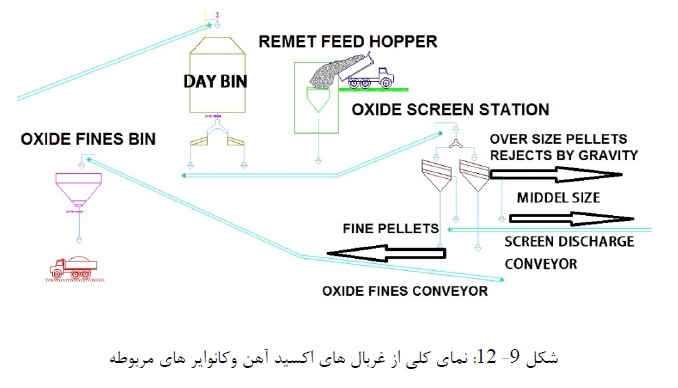
در اثر نقل و انتقالات صورت گرفته، مقداری از گندله ها خرد می شوند. که نه تنها برای احیاء مناسب نیستند. بلکه باعث کاهش کیفیت احیاء نیز می شوند. بعضی از گندله ها نیز بزرگتر از سایر مناسب (8-16mm) برای احیاء می باشند.
مجموع این گندله ها باید از مسیر شارژ کوره خارج شوند. برای این منظور، گندله ها وارد یک یا دو غربال (Oxide Screen) می شوند. در این غربالها گندله ها در سه سایز، ریز دانه، دشت دانه و دانه های مناسب دسته بندی می شوند. درشت دانه ها توسط نیروی ثقلی از بالای غربال به بیرون ریخته می شوند. دانه هایی که دارای سایز مناسبی برای احیاء می باشند. از قسمت وسط غربال بر روی نوار نقاله می ریزند و به سمت کوره هدایت می شوند.
دانه های ریز از پایین غربال روی یک نوار نقاله مجزا (Oxide Fines Conveyor) ریخته شده. و داخل یک سیلو (Oxide Fines Bin) ذخیره می شوند. تا به کارخانه گندله سازی برای استفاده مجدد فرستاده شوند.
در شکل 9-12 نمای کلی از این قسمت نمایش داده شده است.
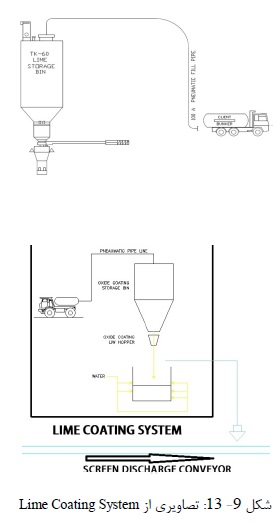
Lime Coating System
همانطور که قبلاً نیز ذکر شد بالا بودن دمای گاز احیاء باعث افزایش راندمان فرآیند احیاء می شود. ولی این دمای بالا باعث ذوب سطحی گندله ها میشود که در نتیجه آن، گندله ها به هم می چسبند و تشکیل خوشه می دهند. این امر باعث کاهش کیفیت احیاء در آنها می شود.
برای جلوگیری از ذوب سطحی گندله ها و افزایش دمای ذوب آنها. لایه نازکی از آب آهک شامل 0/5 تا 2/5 کیلوگرم به ازای یک تن گندله بر روی مواد پاشیده می شود. این کار توسط واحد آب آهک پاشی (Lime Coating System) واقع در قبل از کوره انجام می شود.
آب آهک توسط یک سیستم پنوماتیکی درون مخزن ذخیره وارد می شود. و توسط دریچه تغذیه کننده بر روی گندله ها پاشیده می شود.
برای جلوگیری از ناپایداری آب آهک درون مخزن، یک همزن در قسمت خروجی مخزن قرار دارد.
در زیر تصاویری از تجهیزات این واحد نمایان است.
Oxide Sampler
قبل از اینکه گندله ها وارد کوره شوند از آنها بوسیله دستگاه Oxide Sampler. جهت بررسی ترکیبات شیمیایی و خواص فیزیکی و مکانیکی و همچنین دانه بندی بصورت ادواری نمونه برداری می شود.
توزیع بار در کوره
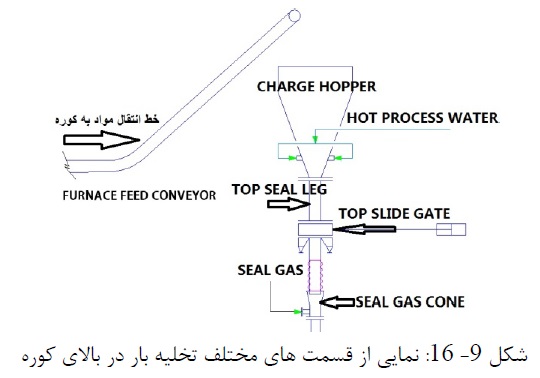
گندله هایی که که بعد از عبور از مراحل مختلف دارای شرایط مناسب برای احیاء می باشند. به سمت کوره هدایت می شوند. قبل ورود به کوره، گندله ها وارد یک مخزن ذخیره (Charge Hopper) واقع در بالای کوره می شوند. شارژ هاپر یک مخزن استوانه ای بزرگ می باشد. که در انتها به یک قیف متصل است. این تجهیز جهت نگهداری مقداری گندله جهت شارژ در کوره و ایجاد یک جریان پایا و یکنواخت در کوره مورد استفاده قرار می گیرد.
گندله ها از قیف پایین شارژ هاپر به سمت کوره شارژ می شوند. در قیف شارژ هاپر به دلیل متراکم شدن جریان گندله ها در اثر کاهش سطح مقطع. احتمال تشکیل سازه گنبدی شکل و مسدود شدن مسیر شارژ توسط گندله ها وجود دارد. در صورت ایجاد این انسداد مقداری آب با فشار بالا توسط نازلهای تعبیه شده درون قیف شارژ هاپر پاشیده می شود. این آب حرکت گندله ها را روان میسازد و از مسیر رفع گیر می نماید.
لازم به ذکر است آبی که در شارژ هاپر مصرف می شود نیاز نیست سرد شود و یا از پروسس آب تمیز باشد. پرد از خروجی پروسس آب گرم در شارژ هاپر استفاده می کند. که این خود نشان دهنده یک طراحی دقیق برای کاهش هزینه های ناشی از بهسازی و سرد کردن آب پروسس می باشد.
جریان مواد پس از عبور از شارژ، هاپر، وارد لوله و پای? انتقال مواد بنام تاپ سیل لگ (Top Seal Leg) می شود.
در مسیر سیل لگ، جهت کنترل شارژ مواد به درون کوره. از دریچه ای لغزان و کشویی به نام تاپ اسلاید گیت (Top Slide Gate) استفاده می شود. این دریچه توسط بازوی هیدرولیکی باز و بست می شود.
کار اصلی که در سیل لگ انجام می شود. تزریق گاز عایق جهت عایق کردن بالای کوره و ممانعت از خروج گازهای احیایی از بالای کوره می باشد. در صورت اینکه سیستم عایق بندی که مشکل روبرو شود. مسیر خروج گاز توسط اسلاید گیت بست می شود و شارژ کوره تا رفع عیب متوقف می شود.
گاز عایق درون یک مخروطی پس از اسلاید گیت (Seal Gas Cone) تزریق می شود.
شکل 9-16 نمای کلی از تجهیزات مورد بیان را تا این قسمت را نشان می دهد.
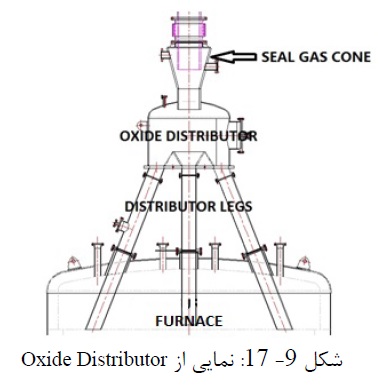
گندله ها پس از عبور از سیل لگ وارد یک توزیع کننده (Oxide Distributor) می شوند. این توزیع کننده دارای چندین پایه (Distributor) می باشد. که از بالای کوره وارد کوره شدند و باعث می شوند. که جریان یکنواختی از گندله درون کوره بوجود آید.
به دلیل شکل خاصی که این تجهیز دارد به آن اختاپوسی هم می گویند.
در شکل 9-17 نمایی از این تجهیزات نمایان و مشخص است.
مواد به صورت یکنواخت وارد کوره می شوند. این جریان یکنواخت باعث می شود. که فرآیند احیاء با کیفیت بالا و بصورت یکنواخت انجام پذیرد.
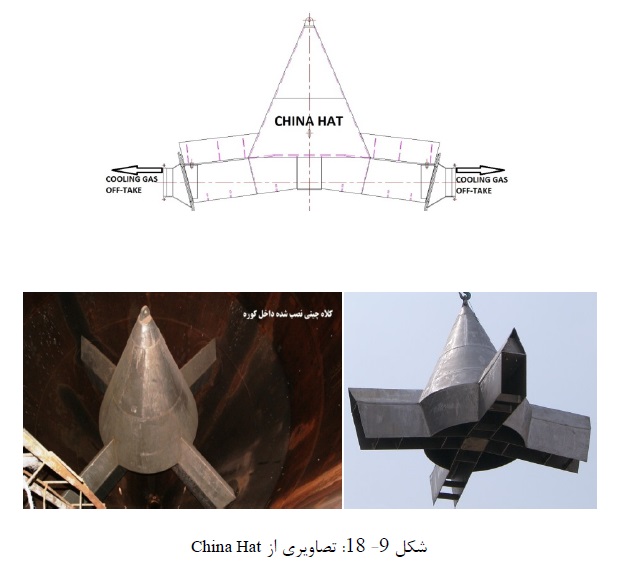
مواد پس از عبور از ناحیه های احیاء و انتقال کوره و تبدیل به محصول. برای سرد شدن وارد ناحیه خنک کننده کوره (Cooling Zone) می شوند. تجهیزی که ناحیه خنک کننده کوره را از ناحیه انتقال کوره جدا می کند. کلاه چینی (China Hat) نام دارد. این تجهیز جریان محصول را به چهار قسمت مساوی تقسیم کرده و به سمت دیواره کوره هدایت می کند. تراکم مواد باعث می شود که فضای خنک کننده کوره از قسمت بالای آن جدا شود.
در شکل 9-18 تصاویری از این تجهیز نمایان و مشخص است.
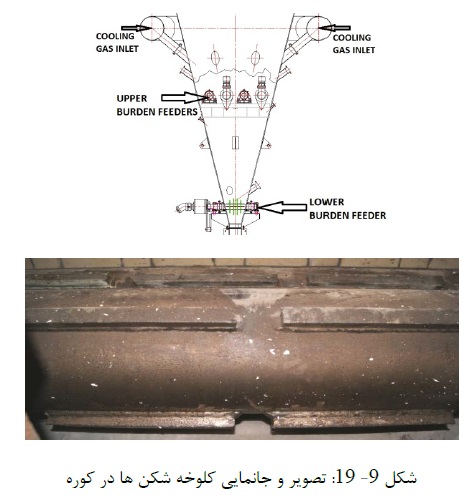
همانطور که قبلاً نیز بیان شد. چون فرایند احیاء در دمای بالا و نزدیک به ذوب انجام می شود. ممکن است که تعدادی از محصولات بهم بچسبند و تشکیل کلوخه (Cluster) بدهند. برای این منظور در روش پرد از دو ردیف کلوخه شکن (Burden Feeders9. در وسط و پایین ناحیه خنک کننده کوره برای شکست کلوخه ها و جدا سازی محصولات بهم چسبیده مصرف می شود.
انتقال مواد (material handeling)
کلوخه شکن هایی که در یک ردیف قرار می گیرند. به کمک یک هیدرو موتور حول محورشان می چرخند. این شفتها بصورت مجزی دوران می کنند. و این امر باعث می شود وقتی که هر یک از شفت ها. به دلیلی در حرکتش خللی ایجاد شد بقیه به حرکت خود ادامه دهند.
کلوخه شکن ها باعث ایجاد حرکت دقیق و منظم بار در کوره می شوند.
شکل 9-19 تصویر و جانمایی کلوخه شکن ها در کوره به روش پرد را نشان می دهد.
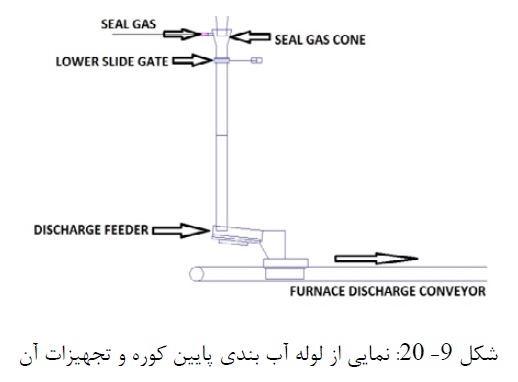
محصول کوره احیاء که همان آهن اسفنجی است بعد از عبور از ناحیه خنک کننده و سرد شدن. توسط لوله انتقال مواد پایین کوره (Bottom Seal Leg) وارد یک مخروط (Seal Gas Cone) میشود. گاز عایق به داخل این مخروط تزریق می شود. و مانع از خروج گاز احیاء از پایین کوره می گردد.
بعد از این مخروط یک دریچه (Lower Slide Gate) در مسیر حرکت محصول قرار دارد. این دریچه وظیفه کنترل خروج مواد از کوره را بر عهده دارد. در روش پرد مواد در حدود 8 ساعت درون کوره می مانند.
در زمانی که سیستم عایق بندی پایین کوره دچار مشکل شود این دریچه مسیر خروج محصول را تا رفع مشکل بطور کامل مسدود می کند.
و در نهایت محصول توسط لوله های رابط درون یک تغذیه کننده (Discharge Feeder) واقع در زیر کوره ریخته می شود. این تغذیه کننده مواد روی نوار نقاله (Furnace Discharge Conveyor) برای انتقال به مراحل بعد می ریزد.
در شکل 9-20 نمایی از این تجهیزات معلوم و مشخص است.
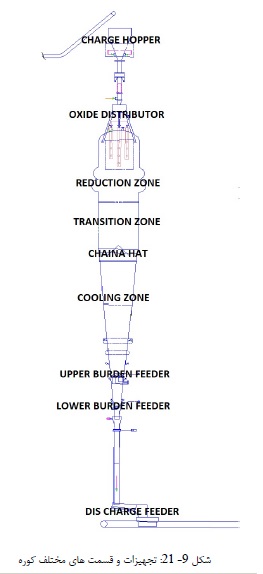
شکل 9-21 نمایی کلی از قسمت ها و تجهیزات مختلف کوره می باشد.
حمل و انتقال محصول (آهن اسفنجی) (Product Material)
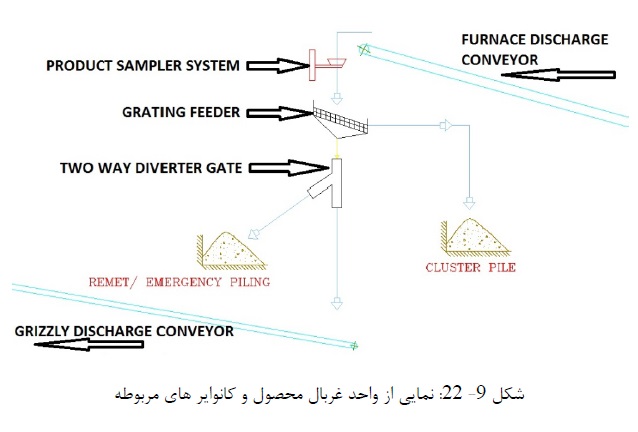
بعد از خروج محصول از کوره توسط دستگاه نمونه گیر (Product Sampler) از آن نمونه برداری می شود.
به دلیل بالا بودن دما در کوره مقداری از محصولات به هم می چسبند. و تشکیل خوشه (Chuster) می دهند. که برای جدا نمودن آنها از محصول، مواد به یک واحد غربال (Product Grating Feeder) هدایت می شوند. در این واحد مواد به هم چسبیده به دلیل بزرگ بودن. از سرند غربال عبور نمیکند و از دیگر مواد جدا می شوند. و بصورت کپه (Cluster Pile) انباشته می شوند. این مواد پس از خردایش به فرآیند احیاء باز گردانی می شوند.
موادی که از غربال عبور می کنند برای انتقال به سیلوهای انباشت (Storage Bins). بر روی نوار نقاله مربوطه (Grizzly Discharge conveyor) ریخته می شوند.
لازم به ذکر است در صورت پر بودن سیلوهای تغذیه و یا بروز اشکال در سیستم انتقال. محصولات بصورت کپه (Remet/Emergency Piling) در محل غربال انباشته می شوند. و در صورت لزوم مورد استفاده قرار می گیرند. این کار توسط یک دوراهه (Tow Way Diverter Gate) انجام می شود.
در شکل 9-22 نمایی از این تجهیزات آمده است.
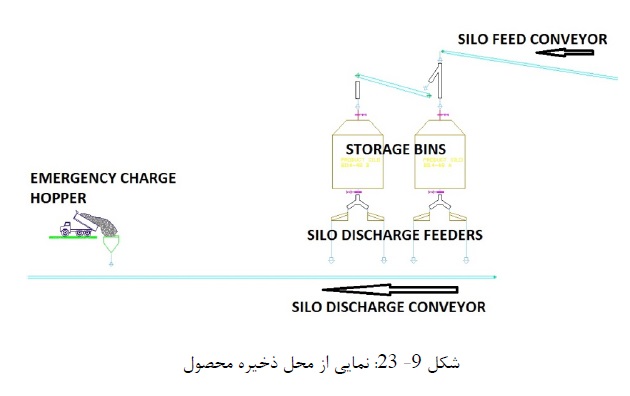
ساختمان سیلوهای ذخیره آهن اسفنجی (Storage Bin) شبیه به دی بین است.
مواد از زیر این سیلوها توسط تغذیه کننده ها (Silo Discharge Feeders) بر روی نوار نقاله (Silo Discharge Conveyor) ریخته می شوند. و به یک واحد غربال نهایی (Product Screen) ارسال می شوند.
در کنار سیلوهای ذخیره محصول، سازه ای شامل یک قیف (Emergency Charge Hopper) وجود دارد که از آن جهت شارژ اضطراری خط استفاده می شود.
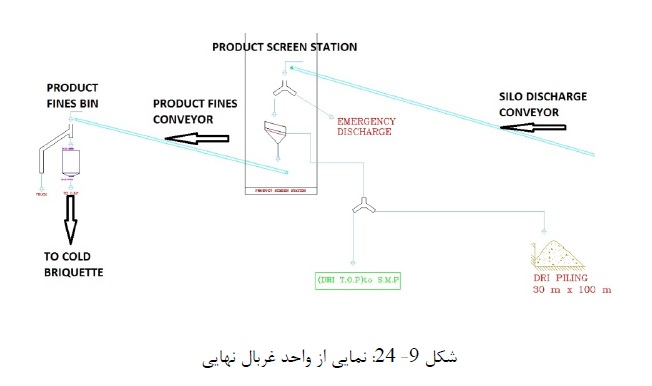
در واحد غربال نهایی، محصولاتی که دارای سایز مناسبی جهت ذوب می باشند. به واحد ذوب قوس الکتریکی (S.M.P)ارسال می شوند. و یا بصورت کپه (Pile) انباشته میشود تا بعداً به واحد ذوب ارسال شوند.
ریزدانه هایی که جهت ذوب مناسب نیستند از غربال عبور نموده. و توسط کانوایر مربوطه (Product Fines Conveyor9 به محل ذخیره (Product Fines Bin). جهت استفاده در واحد بریکت سازی سرد (Cold Briquette) ارسال می شوند.
در شکل 9-24 تصویری از تجهیزات این قسمت نمایان است.
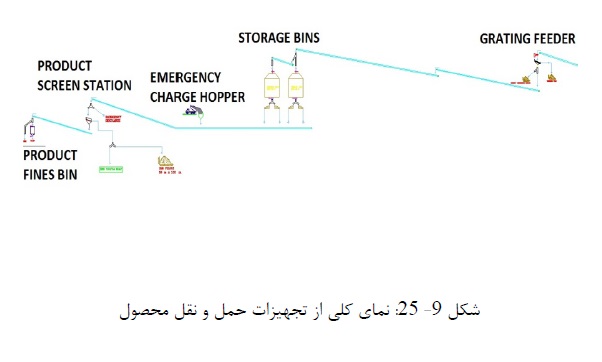
شکل9-25 نمایی کلی از تجهیزات حمل و نقل محصول می باشد.
انتقال مواد (material handeling)
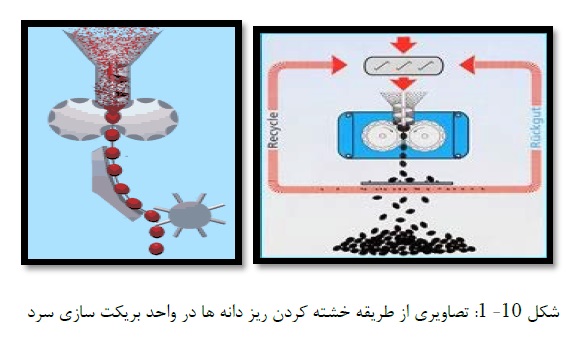
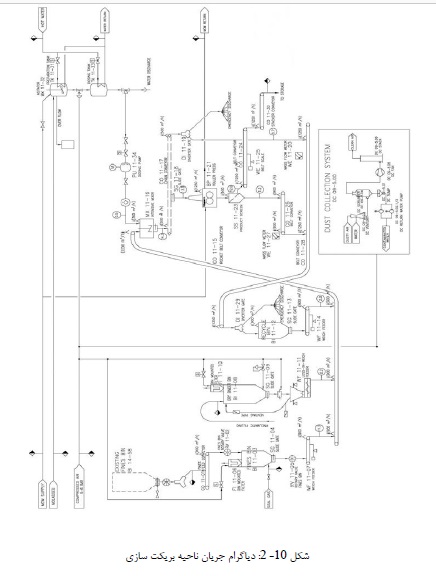
بریکت سازی سرد
ریزدانه های محصول که سایز آنها از 5 میلیمتر کوچکتر باشد. برای استفاده در واحد ذوب مناسب نمی باشند. به منظور استفاده از این مواد آنها را به واحدی نام بریکت سازی (خشته سازی( انتقال می دهند.
در این واحد با تحت فشار قرارگیری ریزدانه ها آنها را به خشته هایی مناسب برای ذوب تبدیل می نمایند. به همین دلیل به این واحد، بریکت سازی سرد (Cold Briquette) گویند.
تجهیزات این اوحد عبارت اند از:
- Fine Bin (مخزن ریزدانه)
- Binder Mixer (مخلوط کننده چسب)
- Belt Conveyer For Fine & Briquette (نوار نقاله برای ریزدانه ها و بریکت)
- Briquetting Machine (ماشن بریکت سازی)
- Dedusting System (سیستم غبارگیر)
- Belt Weigher (نوار توزین)
تجهیزات مورد استفاده در کارخانه احیاء به روش پرد
در این فصل به شرح و وصف بعضی از تجهیزات و سازه های مورد استفاده در پروسس احیاء که پر کاربرد می باشند. (مثل کمپروسورها) و یا کمی نا آشنا (مثل رطوبت گیرها و برج های خنک کننده) پرداخته شده است. تا از این طریق درک بهتری به خواننده منتقل گردد.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
09121224227
09371901807
تلفن: 02166800251
فکس: 66800546
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام