فولاد 4140-Mo40-در این تحقیق، ابتدا نمونه فولاد 4140. در دمای 850 درجه سانتی گراد به مدت 1 ساعت حرارت داده شدند. سپس در دمای 720 درجه سانتی گراد به مدت سه دقیقه نگهداری و به حمام نمک. با دماهای متفاوت 380-400-420- و 450 درجه سانتیگراد به مدت 4 دقیقه منتقل و در نهایت در آب کوئنچ گردیدند. بر اساس نتایج تست کشش با افزایش دمای حمام نمک. (دمای آستمپرینگ) مقادیر استحکام تسلیم، استحکام کششی. و ازدیاد طول کاهش می یابد. شکست نگاری نمونه های تست کشش با میکروسکوپ،. استریو نشان داد که با افزایش دمای حمام نمک،. سطح شکست از نرم به ترد تغییر می کند.
فولاد 4140-مقدمه
فولادهای سه فازی شامل کسر حجمی مشخصی از فازهای با استحکام بالا. مانند مارتنزیت و بینیت بوده که در زمینه نرم فریتی توزیع شده اند. زمینه نرم فریتی در این فولادها منجر به انعطاف پذیری بالا میشود،. در حالیکه استحکام و چقرمگی آنها به حضور جزایر سخت مارتنزیت. و بینیت در زمینه یاد شده بر میگردد. ترکیب استحکام و چقرمگی مناسب به همراه فرآیند تولید ساده این دسته از فولادها. آنها را بعنوان گزینه ای مناسب برای کاربرد در صنایع خودرو سازی و هوافضا مطرح کرده است. علاوه بر این، برخی دیگر از خواص مکانیکی مانند رفتار تسلیم پیوسته و نرخ کار سختی بالا،. این فولادها را نسبت به سایر فولادها متمایز می نماید.
اگرچه فولادهای کم آلیاژ استحکام بالا HSLA دارای استحکامی بالاتر از فولادهای فریتی – پرلیتی هستند اما شکل پذیری آنها. با مشکلات فراوانی رو به رو است، لذا انعطافپذیری مورد نیاز در طراحی قطعات با اشکال پیچیده،. استفاده از این فولادها را شدیداَ با محدودیت مواجه می کند. نتیجه این امر افزایش روز افزون کاربردهای فولادهای دو و سه فازی است.
بختیاری و اکرامی طی تحقیقی تأثیر مورفولوژی بینیت را بر خواص مکانیکی فولاد 4340. دو فازی فریتی-بینیتی بررسی و گزارش کردند مورفولوژی بینیت تابعی از دمای آستمپرینگ است. در دماهای بالا آستمپرینگ و نزدیک به دمای تشکلیل پرلیت،. ریز ساختار بینیت شامل بینیت بالا و توفال شکل است. و در دماهای پایین و نزدیک به دمای تشکیل مارتنزیت،. ریز ساختار بینیت شامل بینیت پایین و سوزنی شکل است که ترکیبی ا بهترین خواص (استحکام تسلیم،. استحکام کششی، ازدیاد طول، چقرمگی شکست و سختی) با مورفولوژی بینیت پایین. در دمای آستمپرینگ 350 درجه سانتیگراد حاصل می شود.
زارع و اکرامی با بررسی اثر کسر حجمی مارتنزیت بر خواص کششی فولادهای سه فازی. در دماهای پایین آستمپرینگ، نتیجه گرفتند که افزایش کسر حجمی مارتنزیت استحکام را افزایش میدهد.
وارشنی و همکارانش انعطافپذیری و استحکام فولادهای سه فازی شامل فریت، بینیت و آستنیت باقی مانده. را بررسی کردند و نتیجه گرفتند که با افزایش دمای آستمپرینگ. و همچنین افزایش سرعت کوئنچ کردن، استحکام تسلیم و استحکام کششی کاهش می یابد.
هاوران و همکارانش رابطه بین ریز ساختار بینیت و خواص مکانیکی فولادهای سه فازی کم آلیاژ. را بررسی کردند و گزارش دادند که ابا افزایش دمای کوئنچ،. از حجم فازهای بینیت و مارتنزیت کاسته و در نتیجه استحکام تسلیم و استحکام کششی کاهش می یابد.
تحقیق حاضر تأثیر دمای آستمپرینگ بر خواص کششی فولاد سه فازی فریت – بینیت-مارتنزیت. از جنس 4140 را مورد بررسی قرار میدهد.
مواد و روش انجام آزمایش
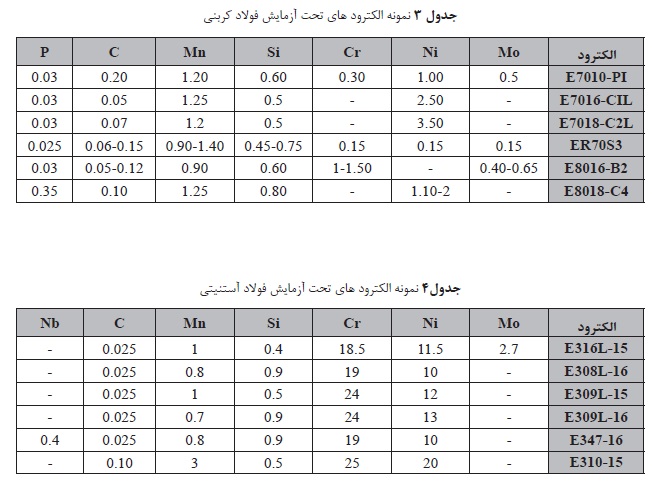
ماده اولیه مورد استفاده در این تحقیق بصورت میل گرد فولادی با قطر 10 میلی متر بود. آنالیز کوانتومتری این فولاد نشان میدهد که ترکیب آن مطابق با فولاد ASIS 4140 است. بررسی های متالوگرافی این فولاد با میکروسکوپ الکترونی روبشی میدانی مدل XMU mira 3 ساخت آلمان. و اچ شده با محلول تایتال 2 درصد نشان داد که ریز ساختار آن فریتی – پرلیتی می باشد.
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت
برای ایجاد ریز ساختار فریت – بینیت – مارتنزیت، ابتدا نمونه ها در دمای 850 درجه سانتیگراد. بمدت 60 دقیقه نرماله و سپس در 720 درجه سانتیگراد به مدت 3 دقیقه نگهداری شدند. پس از آن برای تشکیل مورفولوژی های مختلف بینیت، در حمام نمک با دماهای متفاوت 380، 400،420،450 درجه سانتیگراد. به مدت 4 دقیقه نگهداری و در آب کوئنچ شدند.
دماها و زمان های مذکور بر اساس نمودار دما – زمان – استحاله T-T-T فولاد 4140 انتخاب گردیده است. برای مثال در دماهای بالاتر از 720 درجه سانتیگراد، زمان اتمام استحاله در منطقه دوفازی فریت – آستنیت بسیار طولانی است. در دماهای کمتر از آن زمان استحاله خیلی کوتاه است و امکان تشکیل ریز ساختار کاملا فریتی وجود دارد. در نتیجه بهترین دما برای دو فازی کردن، دمای 720 درجه سانتیگراد می باشد.
که در این دما طبق نمودار T-T-T با گذشت زمان 3 دقیقه، در منطقه دو فازی هستیم. انتخاب محدوده دمایی 380 تا 450 درجه سانتیگراد به این دلیل است که. این محدوده دمایی، پایین تر از دمای تشکیل پرلیت و بالاتر از دمای تشکیل مارتنزیت می باشد. انتخاب زمان 4 دقیقه در این دما برای اطمینان از تشکیل بینیت است. در این تحقیق، از کوره عملیات حرارتی الکتریکی مدل AZAR 1250 ساخت ایران. و کوره حمام نمک مدل SAMIN 1250 ساخت ایران. و نمک مذاب AS140 استفاده گردید. با انتخاب نمک مناسب از تغییر ترکیب شیمیایی قطعه در حمام نمک جلوگیری میشود حمام نمک. موجب تغییر دمای کل قطعه با سرعت یکسان می گردد. نمونه های تست کشش با استاندارد ASTM E8/E8M آماده سازی. و توسط دستگاه یونیورسال با سرعت 1 میلیمتر بر دقیقه تحت آزمون قرار گرفتند.
نتایج و بحث
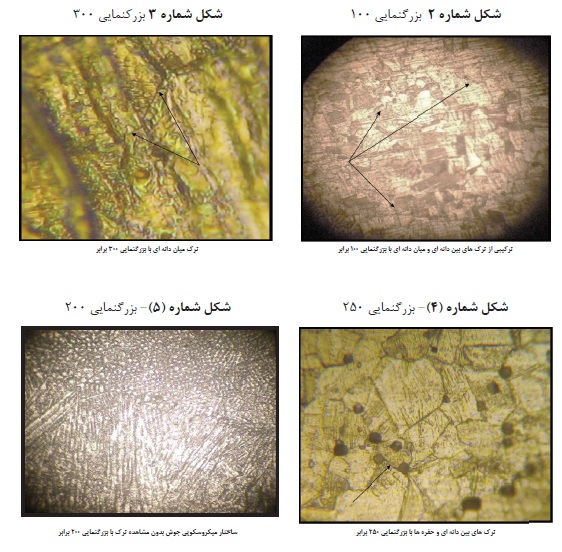
مطالعه ریز ساختار نمونه های عملیات حرارتی شده با میکروسکوپ الکترونی روبشی. (تصویر برداری توسط الکترون های ثانویه نشان داد با توجه به انتخاب دماهای مختلف آستمپرینگ. 380، 400، 420 و 450 درجه سانتیگراد، بینیت تشکیل شده در ساختار سه فازی، مورفولوژی های مختلفی دارد. دو فاز مارتنزیت و بینیت به صورت تیغه های روشن و فاز فریت (فاز زمینه) به رنگ تیره دیده میشود.
مشاهده ریز ساختار نمونه های عملیات حرارتی شده
مشاهده ریز ساختار نمونه های عملیات حرارتی شده و استفاده از نرم افزار. آنالیز تصویری MIP 4 student نشان داد که حجم فریت در تمامی آنها مقدار ثابت 33/4 درصد است. در نتیجه حجم فازهای سخت مارتنزیت و بینیت 66/6 درصد می باشد.
فولاد 4140
تصاویر میکروسکوپ الکترونی با بزرگنمایی یکسان از فاز بینیت در نمونه های آستمپرینگ شده در دماهای مختلف را نشان میدهد. الف- وجود تیغه های موازی سوزنی شکل بینیت در نمونه آستمپرینگ شده. در دمای 380 درجه سانتیگراد قابل مشاهده است این ساختار با توجه به دمای آستمپرینگ. نزدیک به Ms، ساختار بینیت پایین است. ب-تیغه های موازی سوزنی شکل به همراه صفحات ضخیم از سمنتیت و فریت را نشان میدهد. که نشانگر مخلوط بینیت بالا و بینیت پایین در نمونه عملیات حرارتی شده. در دمای آستمپرینگ 400 درجه سانتی گراد است.
ج- مورفولوژی بینیت در دمای آستمپرینگ 420 درجه سانتیگراد را نشان می دهد. در این تصویر فقط بینیت بالایی که متشکل از لایه های ضخیم سمنتیت و فریت می باشد قابل مشاهده است. د- نشان میدهد که مورفولوژی بینیت در دمای آستمپرینگ 450 درجه سانتیگراد. همانند دمای 420 درجه سانتیگراد است با این تفاوت که صفحات سمنتیت موجود در بینیت بالایی. در دمای 450 درجه سانتیگراد، ضخیم تر می باشند.
مقادیر استحکام تسلیم، استحکام کششی نهایی و ازدیاد طول نسبی نمونه ها ارائه شده است. الف و ب نشان میدهد که استحکام تسلیم و استحکام کششی نهایی با افزایش دمای آستمپرینگ. در اثر تغییر مورفولوژی از بینیت پایین با مورفولوژی سوزنی شکل به بینیت بالا با مورفولوژی توفال شکل. شامل لایه های ضخیم سمنتیت، کاهش می یابد. ج- افزایش دمای آستمپرینگ، درصد ازدیاد طول نسبی را کاهش میدهد. که این مطلب در توافق با تغییر مورفولوژی بینیت پایین به بینیت بالا میباشد.در واقع یکی از ویژگیهای خوب مورفولوژی بینیت پایین، علاوه بر استحکام بالای آن، بالا بودن چقرمگی آن است.
سطح زیر نمودار تنش- کرنش معیار خوبی برای مقایسه چقرمگی مواد از طریق تست کشش می باشد. افزایش سطح زیر منحنی تنش-کرنش، گویای چقرمگی بالاتر و رفتار نرم تر ماده در مقابل شکست است. نمودار تنش – کرنش نمونه های آستمپرینگ شده در دماهای مختلف مشخص است. همانطور که مشخص است، مساحت زیر نمودار با افزایش دمای آستمپرینگ کاهش می یابد،. لذا میتوان نتیجه گرفت که بینیت پایین علاوه بر استحکام بالا دارای چقرمگی بالاتری نیز است.
تصاویر میکروسکوپ استریو از سطوح شکست
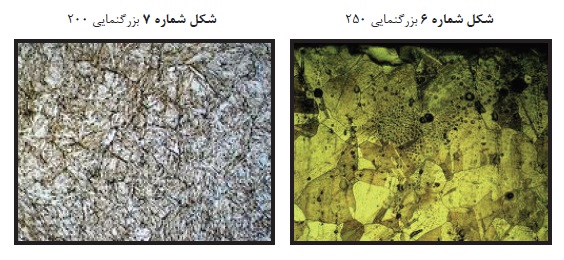
تصاویر میکروسکوپ استریو از سطوح شکست نمونه های تست کشش آستمپرینگ شده در دماهای مختلف. را نشان میدهد سطح شکست نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. دارای علائم شعاعی با الگوی ستاره ای شکل به همراه لبه برشی می باشد. که مشخصه سطح شکست نرم است. این شکل دارای بزرگترین لبه برشی می باشد که نشان دهنده آن است که در این نمونه. بیشترین باریک شدگی (حالت گلویی در تست کشش) و در نتیجه. بیشترین تغییر شکل پلاستیک قبل از شکست رخ داده است. هرچقدر عمق و ضخامت علائم شعاعی زیادتر باشد، رفتار شکست، نرم تر خواهد بود.
حجم برآمدگی الگوهای ستاره ایی -الف-کمتر شده و منطقه لبه برشی آن نیز کوچکتر شده است. که نشان از رفتار ترد تر نمونه آستمپرینگ شده در دمای 400 درجه سانتیگراد. نسبت به دمای 380 درجه سانتیگراد دارد. ج و د، الگوی ستاره ای شکل و همچنین مناطق لبه برشی حذف شده است. که گویای وقوع شکست ترد و عدم گلویی شدن این نمونه ها است. این مشاهده ها با نتایج ازدیاد طول نسبی به دست آمده از تست کشش مطابقت دارد.
نتیجه گیری
در این تحقیق چند سیکل عملیات حرارتی با دمای آستمپرینگ مختلف. 380،400،420 و 450 درجه سانتیگراد بر روی نمونه فولاد 4140 برای ایجاد ساختار سه فازی. فریت-بینیت-مارتنزیت مورد بررسی قرار گرفت
نتایج مشاهده ریزساختاری و تست کشش نشان دادند که:
1- در بازه دمایی 380 تا 450 درجه سانتیگراد، مورفولوژی بینیت از بینیت پایین سوزنی شکل. به بینیت بالا لایه ای و توفال شکل تغییر می یابد.
2- با افزای دمای آستمپرینگ، مقادیر استحکام تسلیم، استحکام کششی نهایی. و ازدیاد طول نسبی کاهش می یابند که متأثر از تغییر مورفولوژی بینیت است.
3- سطح زیر منحنی تنش – کرنش نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. بیش از سایر نمونه ها است که نشان از چقرمگی بالاتر این نمونه دارد. و بررسی های شکست نگاری نیز رفتار شکست نرم تر این نمونه نسبت به سایر نمونه ها را تأیید کرد.

آموزشکده فنی و حرفه ای سماد دانشگاه آزاد اسلامی واحد دزفول
شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
09121224227
09371901807
تلفن: 02166800251
فکس: 66800546
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام







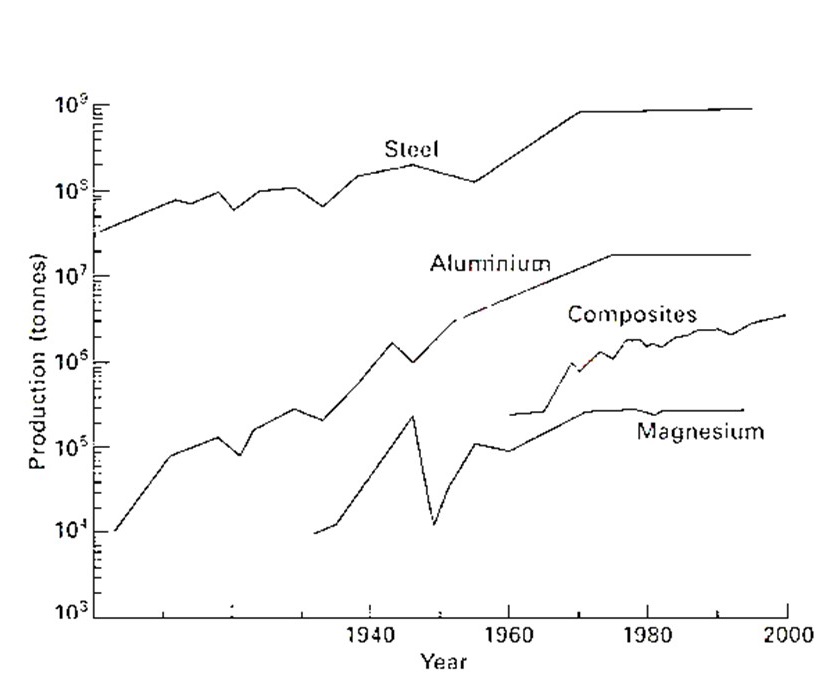 میزان مصرف مواد مختلف در قرن بیستم
میزان مصرف مواد مختلف در قرن بیستم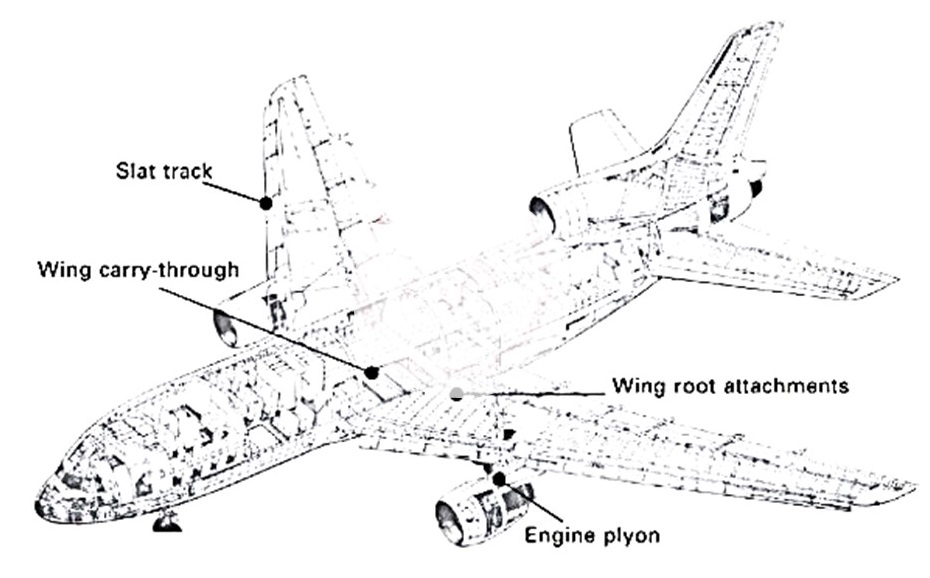 قسمت هایی از هواپیما که از فولاد ساخته میشود
قسمت هایی از هواپیما که از فولاد ساخته میشود