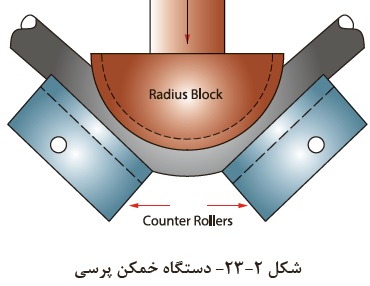
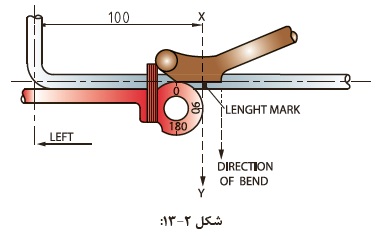
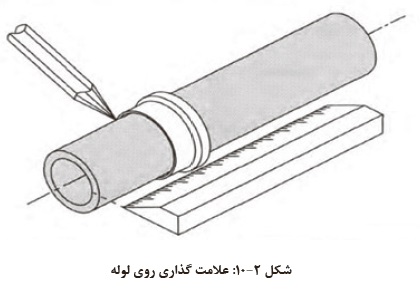
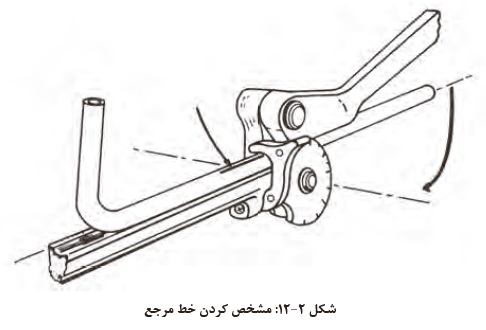
نحوه قرار دادن لوله در دستگاه جهت خمکاری
پس از اندازه گیری لوله مطابق توضیحات ارائه شده، لوله را به صورتی در دستگاه قرار باید داد. که علامت مورد نظر با زاویه مشخص شده روی دستگاه مماس با هم باشند.
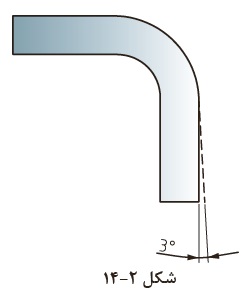
بطور معمول لوله ها پس از اعمال نیروی خم، کمی حالت فنری یا برگشت پذیری از خود نشان می دهند. که میزان این برگشت پذیری بر اساس جنس لوله متغیر است.
میزان افزایش طول حین خمکاری
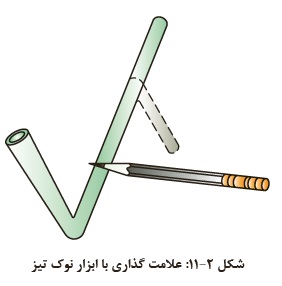
محاسبات طول کلی لوله در خمکاری، به نوع خم بستگی دارد. اگر از خم تیز استفاده گردد (فاق بری)، طول نهایی برابر با طول اولیه خواهد بود.
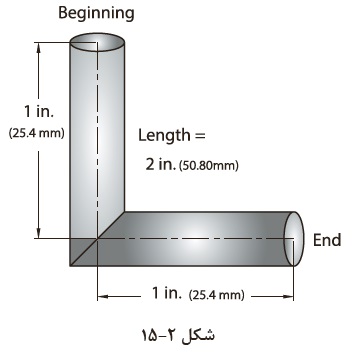
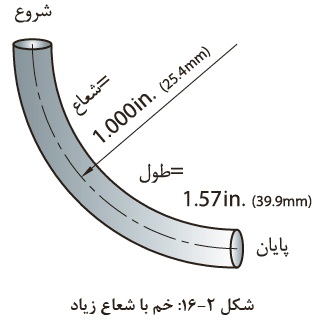
اگر از خم قوسی (خم با شعاع زیاد) استفاده شود. طول لوله پس از خمکاری ممکن است با طول اولیه آن برابر نباشد. بنابراین محاسبه میزان این تغییرات قبل از برشکاری بسیار مهم است.
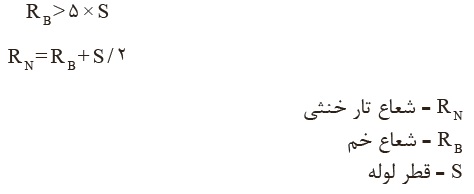
بخش خارجی لوله پس از خمکاری کشیده شده و باعث افزای طول لوله می شود. که این افزایش طول از محور تار خنثی قابل محاسبه می باشد. محل قرارگیری تار خنثی بستگی به شعاع خم و قطر لوله دارد. که برای محاسبه آن از فرمول های زیر استفاده می شود.
الف- اگر شعاع خم بیشتر از 5 برابر ضخامت قطعه باشد. تار خنثی در وسط قطعه قرار می گیرد. و توسط فرمول زیر قابل محاسبه است.
ب- اگر شعاع خم کمتر از 5 برابر ضخامت قطعه باشد. تار خنثی به سمت دیواره داخلی جا به جا می شود. و توسط فرمول زیر قابل محاسبه است.
با توجه به اندازه تار خنثی، برای محاسبه طول خم از فرمول زیر استفاده می شود.
محاسبه طول خم کاربردهای متفاوتی دارد مانند:
بدست آوردن طول لوله برای برشکاری یا نحوه اندازه گذاری لوله برای خمکاری.